-
电话:
13815113711
手机: 13815113711 -
邮箱地址:
-
公司地址:
宜兴市丁蜀镇任墅工业园东区


JNGP系列锆铝陶瓷辊式破碎机是我公司专为粉体行业 中一些物料在生产工艺过程中(如烧结)产生的结块而形成的假 颗粒的解碎而设计的。两轧辊和两侧封板均为高耐磨、高韧性 锆铝复合陶瓷,采用最先进的冷等静压工艺制成,使用寿命特 长,并且对物料无污染。本机设计独特,制造精良,辊间间隙 采用刻度调节,调节精度高。两只轧辊采用恒速和单变频、双 变频、无级调速三种。调节辊间间隙可使用户得到理想颗粒的 产品,调节辊子转速可使粉碎效率达到最佳。
 设备制造现场
设备制造现场
 本机既可用作气流粉碎机的预备粉碎,也可用作一些产品 的最终粉碎,主要适用于各种精细化工原料、电子材料的假颗 粒解碎。例如:三基色荧光粉、长余辉荧光粉、氧化铈、钴酸锂、玻璃熔块、陶瓷色釉等粉体。
本机既可用作气流粉碎机的预备粉碎,也可用作一些产品 的最终粉碎,主要适用于各种精细化工原料、电子材料的假颗 粒解碎。例如:三基色荧光粉、长余辉荧光粉、氧化铈、钴酸锂、玻璃熔块、陶瓷色釉等粉体。
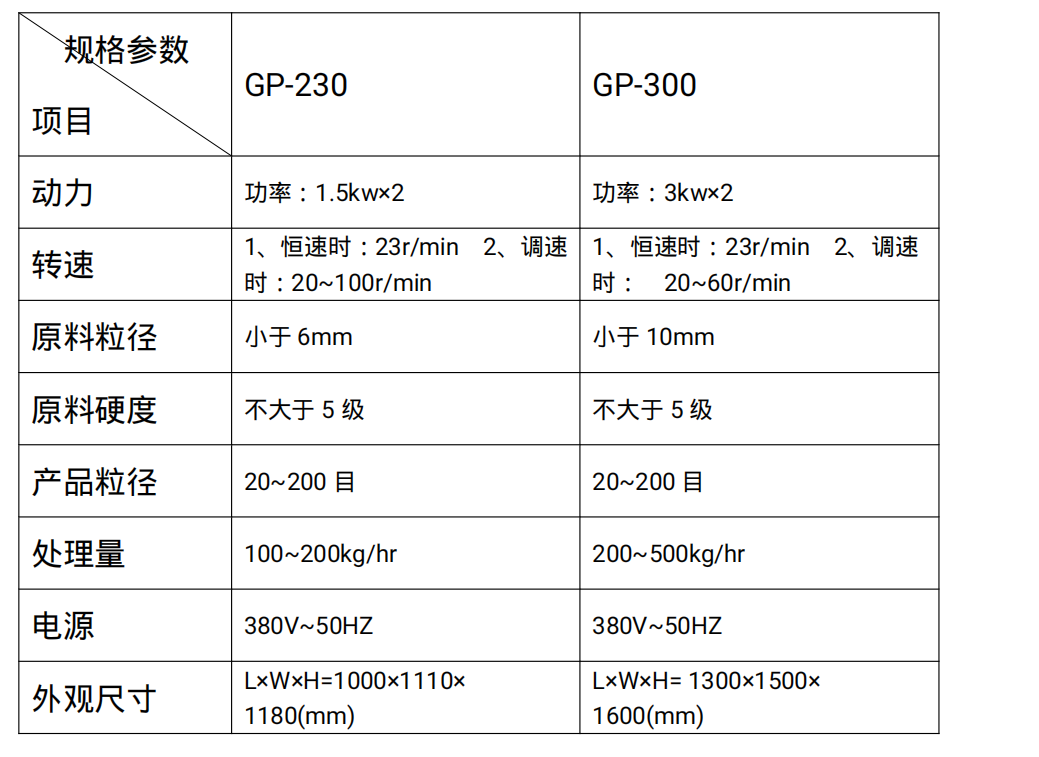
二、 技术规范表
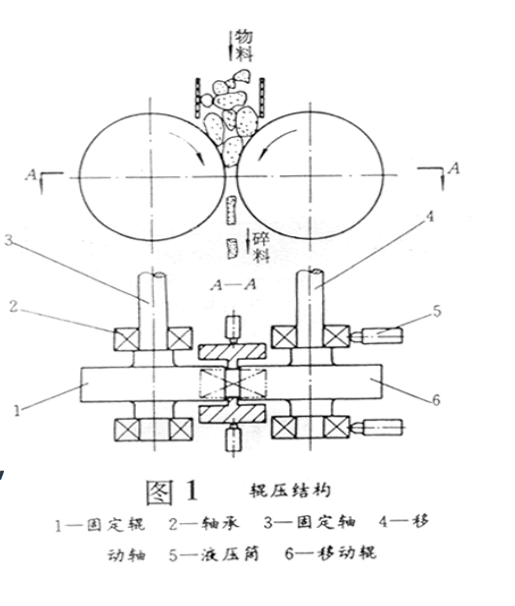
 三、机器结构及工作原理
三、机器结构及工作原理
辊压结构(如图 1)具有固定 辊和移动辊各一个,转速相同、 方向相反。物料通过给料装置进 入两个辊子的上口,由移动辊对 物料层施加压力,使之连续通过 间隙最窄部,其中空气从边缘逃 逸,物料在辊间受到挤压而粉碎, 属粒子间层压粉碎。
四、安装说明
机器安装之前,应注意下列各项:
1、 检查机器各部的完整性,零部件是否齐全,各加工面在运输 和装卸过程中是否产生缺陷。 2、 清除一切脏物及表面护油剂,并消除加工表面因运输及装卸 产生的缺陷。
3、 零件和各相对运动接触表面应进行润滑,(如各轴承间等)。
4、 安装前应将所有的槽和坑仔细的清扫,并应保证最后的浇注 表面不许有油渍。
5、 装配时,各摩擦表面应注意落入灰尘及脏物,必要时可用护 板或干净的油布遮盖。 本机一般为平面就地安装,基础先平整好后,校水平,再把机器就 位,上膨胀地脚螺栓,固定后,才允许试车。
五、机器的试车
待机器安装妥善后,在使用前必须以工作转速进行空载及负荷试运 转,在试运转前检查下列各项:
1、 机器各联接部位是否有松动现象;
2、 润滑部分是否有堵塞及油污现象;
3、 对辊转动方向是否正确,相对转动的陶瓷辊面间应该有间隙而 不碰撞
4、 机器设备的安装及摆线是否正确、安全、可靠;
在确认以上几项安全无误后,进行下列两项;
1、 空动转试车:经半小时连续运转后,应满足下列要求;
(1)轴承温升不大于 30℃;
(2)机器运转平稳,各联接摩擦部分不得有不正常的响声;
(3)调整机构应灵活,并保证达到所必须的范围;
(4)各紧固部分应牢固,无松动现象;
2、 负荷动转试车,待空载试车合格后,再作负荷运转试车并满 足下列要求;
(1)连续动转不得小于 8小时;
(2)轴承温升不大于 40℃,最高温度不大于 70℃;
(3)生产粒度及产量应符合要求;
(4)实际消耗功率不得超过安装功率;
(5)对辊在工作时,不能有轴向窜动现象;
(6)其余按空车试运转规定检查
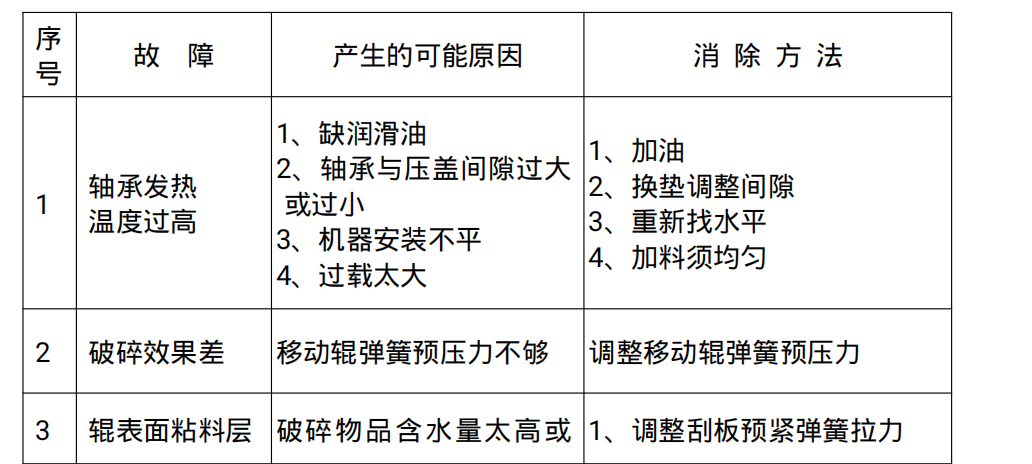
六、故障及其消除法

七、机器的使用及维护
为了保证机器的正常工作,操作人员必须熟悉本说明书,并按规定 进行操作与维护,以防止故障的发生。
1、 机器只有在全速运转后,才能开始给料进行破碎;
2、 待全部物料排出机体后,才允许停车;
3、 起动前,应将破碎腔内可能存在的残余物料清除干净;
4、 本机对辊均用刚玉陶瓷制造,属脆性材料,不适合直接破碎 硬质物料,只适合硬度三级以下或属假颗粒煅烧团聚物的解碎,并要求 加料务必均匀;
5、 调节陶瓷辊面间隙大小,必须在停车后进行,其大小在 0.2-0.5 之间,调节好后用手动空转检查,确定二滚面不会碰撞;
6、 各轴承应保持足够而适量的润滑油润滑,注油或换油应在停 车后进行,以保安全;
7、 应经常检查机器各部件、零件的工作是否正常,紧固件有无 松动现象,陶瓷辊与金属辊芯有无松动;
8、 机器如需长期存放时,应注意下列各项:
(1)仔细清除机器上的灰尘,检查并修理机器,在零件摩擦表面 涂上黄油,未涂漆的外露加工表面涂防锈油或凡士林。
(2)存放期间应定期检查。
